.png?width=517&height=128&name=Group%20(2).png "Group (2)")
Rheology Requirements Across the Slot‑Die Coating Line 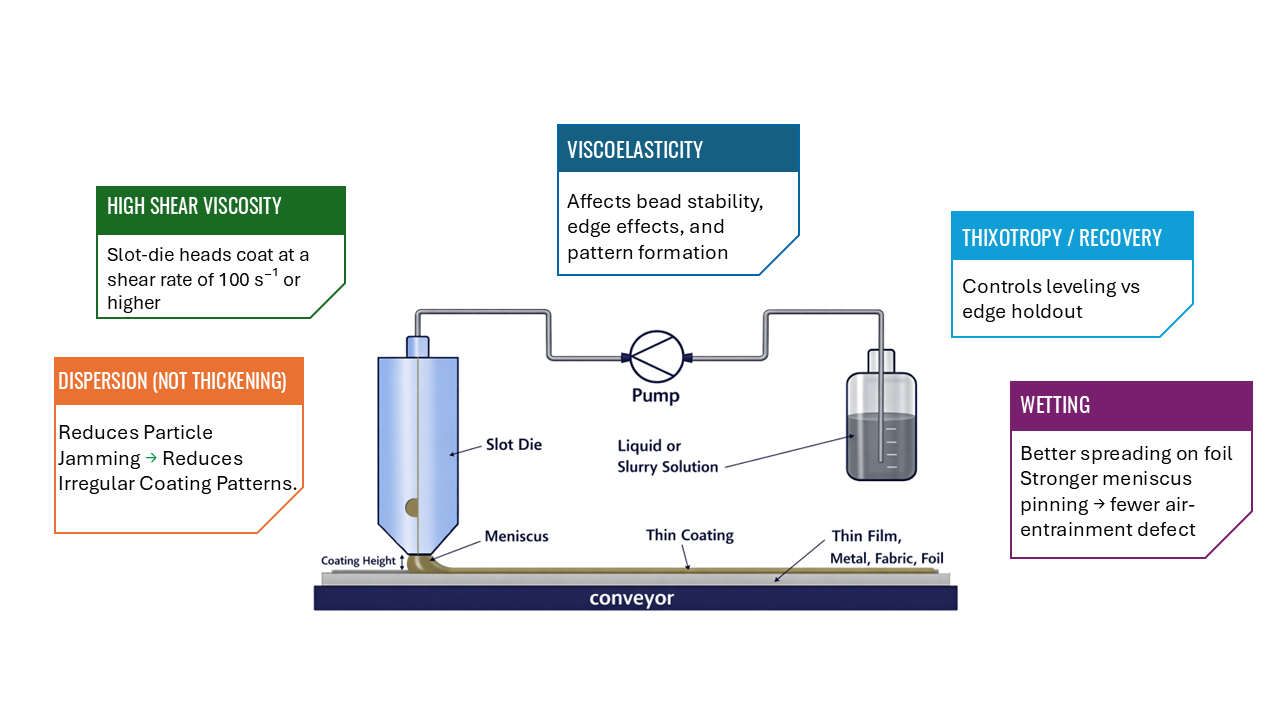
In the diagram, the liquid reservoir (slurry tank) is the starting point: this is where the slurry must remain uniform and pumpable over time. Here, dispersion (not thickening) is the priority—good dispersion keeps particles from forming weak clusters that later behave like “gravel in a narrow pipe,” increasing the risk of particle jamming and irregular coating patterns downstream. Well-dispersed slurries typically feed the process more consistently, with fewer sudden pressure changes and fewer defect-prone microstructural “events”.
From the reservoir, the pump and plumbing translate slurry rheology into a process signal: if the slurry structure is unstable, the line often shows it as pressure drift or pulsation. As the slurry enters the slot die, it is forced through a confined flow path where shear rates are high—this is why the figure highlights high shear viscosity (often discussed using viscosity near ~10² s⁻¹ as a practical coating-relevant indicator). If high-shear viscosity is too high, the die requires higher pressure and becomes sensitive to small changes in gap, temperature, or solids; if it is too low, the flow can lose “damping,” making the bead and downstream meniscus more vulnerable to disturbances.
At the die exit, the slurry forms a meniscus between the slot die and the moving substrate. The coating height and local geometry determine how robust this meniscus is, but its stability is strongly influenced by viscoelasticity. If the slurry carries a significant elastic component (often from binder networks and microstructural heterogeneity), it can behave like a fluid with a “memory,” storing and releasing energy as it flows. In coating, that elastic response can show up as bead instability, edge effects, and pattern formation (e.g., ribbing/banding), particularly when local clustering creates regions that deform and relax unevenly.
Once the slurry is deposited onto the moving conveyor/foil, it forms a thin wet coating that must quickly level and stabilize to the desired thickness and surface finish. This is where thixotropy / recovery determines the quality trade-off highlighted in the figure: levelling vs edge holdout. If recovery is too slow, the film can slump, edges can creep, and thickness uniformity suffers before drying starts. If recovery is too fast, the slurry “sets” early and can trap thickness variations or surface texture before levelling is complete. In practical terms, recovery is what decides whether the wet film behaves like a self-smoothing layer—or like a layer that freezes in whatever it had at the die exit.
Finally, wetting is the quiet enabler of stable coating: better spreading on foil and stronger meniscus pinning reduce the chance of air entrainment and help maintain a robust coating window. Even when viscosity looks “right,” poor wetting can cause meniscus failure or bubble-related defects because the boundary condition at the substrate is not stable.
Bottom line: the reservoir, pump, slot die, meniscus, and wet film each “ask” the slurry to do something different. The keywords in the figure—dispersion, high shear viscosity, viscoelasticity, thixotropy/recovery, and wetting—are the main rheology levers that translate directly into bead stability, edge quality, defect rate, and thickness uniformity along the entire coating line.
