.png?width=517&height=128&name=Group%20(2).png "Group (2)")
Why time-independent slurry viscosity matters in start–stop electrode coating
In intermittent electrode coating, the foil moves continuously while slurry is deposited only in selected areas, as shown in Figure 1. The process therefore runs through repeated start–coat–stop cycles. Under these conditions, the slurry should be both suitably shear-thinning and rheologically stable over time. Shear thinning is desirable because it supports flow through the die while still helping maintain structure during storage and in the wet film after deposition. At the same time, the viscosity should remain as constant as possible during the actual coating step.
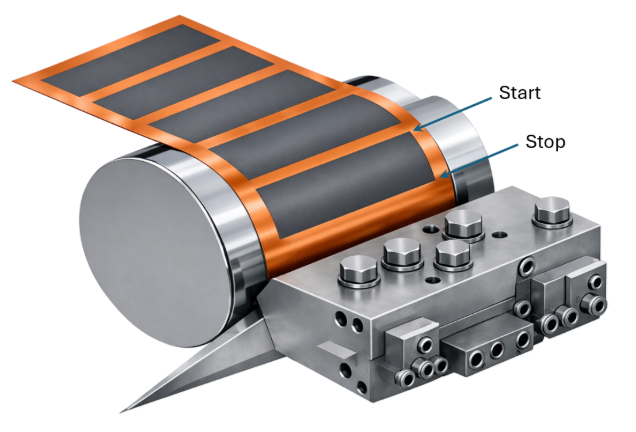
Figure 1. Schematic illustration of intermittent start–stop coating on a continuously moving copper current collector, where slurry is deposited only on selected sections.
This point is illustrated in Figure 2. At Start, all three slurries show the expected drop in viscosity when flow begins. However, during the coating window, the black curve continues to decrease, showing clear time-dependent viscosity. This means the slurry structure is still breaking down while coating is already in progress. In contrast, the gray and blue curves remain much flatter, indicating low or negligible time dependence. These slurries reach a near-steady coating state faster, so the slurry deposited at the beginning of the patch is much more similar to that deposited at the end.
This distinction is highly important in manufacturing. Even at constant flow rate, the slurry should ideally be cast at a nearly constant viscosity. Otherwise, the coating bead operates under continuously changing rheological conditions. The result is that one part of the coated section may be formed by a more structured and viscous slurry, while another part is formed by a more broken-down and less viscous one. In other words, the machine settings may be constant, but the coating state is not. This can reduce reproducibility and make it harder to maintain uniform patch dimensions, edge quality, coat weight and drying behavior.

Figure 2. Viscosity as a function of time during a simulated start–stop coating sequence. The black slurry shows pronounced time-dependent viscosity during the coating window, whereas the gray and blue slurries show low or negligible time dependence and therefore a more stable coating state.
A practical way to reduce these problems is to improve dispersion stability, and this is where dispersants become especially important. A well-chosen dispersant adsorbs onto particle surfaces and creates charged and/or solvated interfacial layers that increase interparticle repulsion. In aqueous slurries, this commonly means improved electrostatic or electrosteric stabilization, which helps keep particles separated and reduces their tendency to re-agglomerate. As a result, fewer weak flocs and particle bridges are formed, and the slurry microstructure becomes less prone to progressive breakdown during flow. This directly reduces viscosity drift with time.
The benefit is therefore not limited to lower viscosity alone. More importantly, a properly dispersed slurry reaches a stable flow state more rapidly and maintains that state more consistently during coating. This is exactly what is needed in start–stop operation, where each coated section should be formed under the same rheological conditions from beginning to end. By suppressing re-agglomeration and improving particle–solvent compatibility, dispersants improve flowability, coating homogeneity and process robustness.
The key here is that dispersants should not be seen only as mixing aids. In intermittent electrode coating, they also function as process-control tools. By stabilizing the slurry microstructure while ensuring that the slurry is cast with a more time-independent viscosity. That is essential for consistent start and stop behavior, uniform loading, clean edges, and reliable electrode manufacturing.
